sales@rettar.com
sales@rettar.com


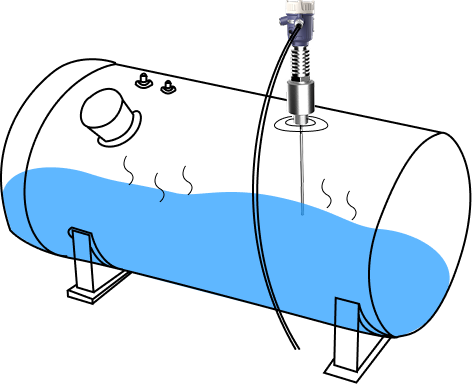
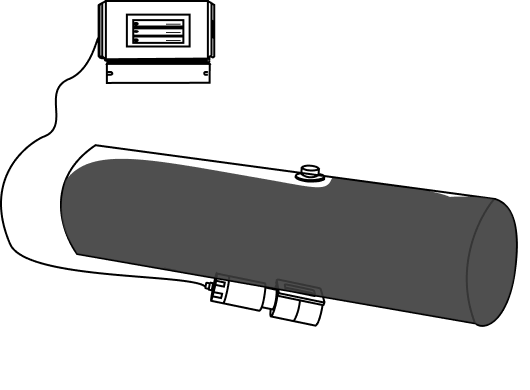
Designed with robust materials and specialized sensing technologies (such as GWR and high-frequency radar), our instruments maintain accuracy and reliability in boiler systems, deaerators, and heat exchangers operating under high temperature and high pressure. This eliminates the need for manual checks and frequent maintenance in critical areas.
We provide non-contact and specially coated sensors that are impervious to the highly abrasive nature of fly ash and bottom ash, as well as the corrosive chemicals used in water treatment and Flue Gas Desulfurization (FGD) systems. This significantly extends sensor lifespan and ensures continuous process control.

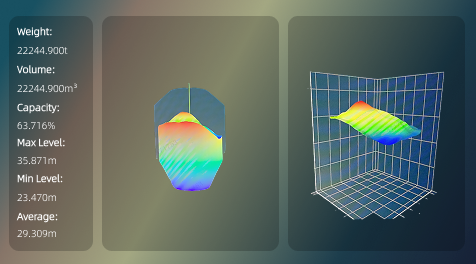
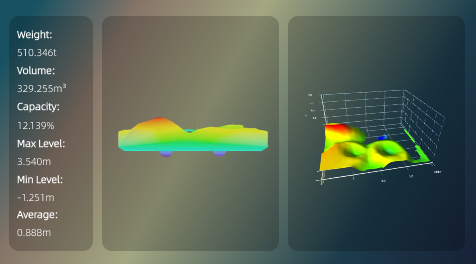
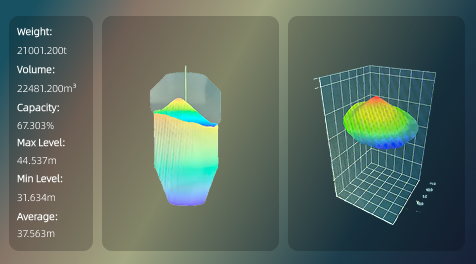
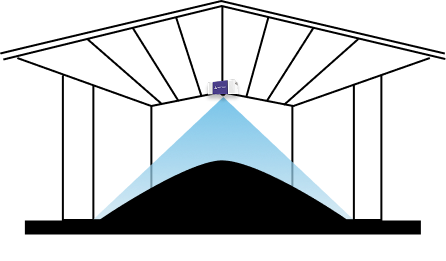
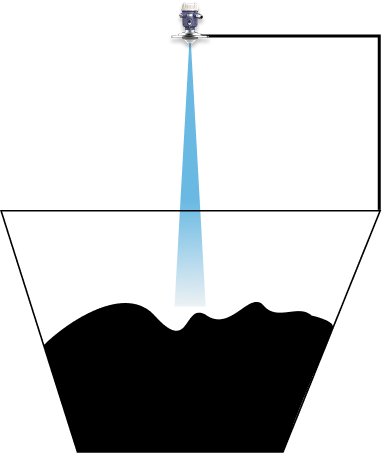
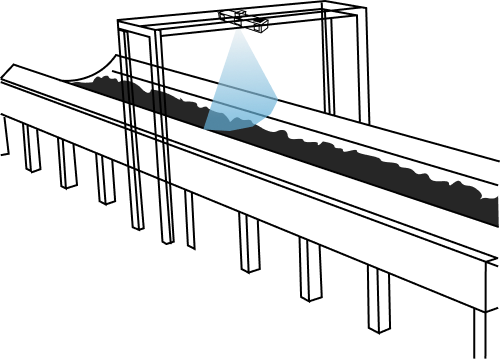
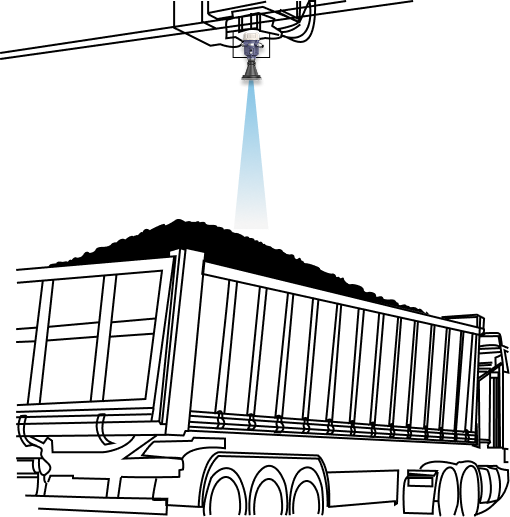
Minimize financial risk by eliminating guesswork on fuel consumption and inventory. Our Long-Range 3D Scanning and advanced radar technology accurately map massive, irregular coal and biomass stockpiles, providing true volume reconciliation essential for optimizing procurement and avoiding costly shortages.
Our platform delivers crucial data—Level, Flow, and Density—from the entire material lifecycle, from receiving the fuel to discharging the ash and wastewater. This integration enables operators to maintain efficient heat rate performance and ensure strict environmental compliance across all auxiliary systems.